任利军,工程师
任利军,工程师,主要从事液压设计及冲压工艺工装设计工作。曾获得公司挖潜增效先进个人,全国机械工业优秀质量管理小组活动成果一等奖,拥有实用新型专利6项。
零件分析
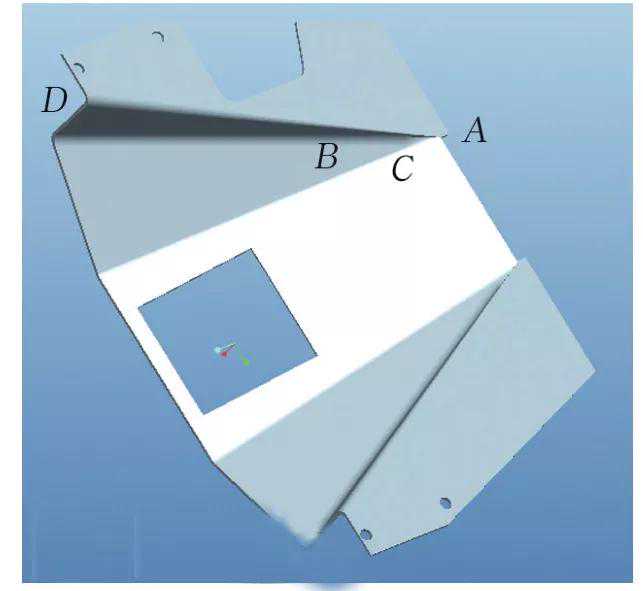
推土机底盘系统分为底盘行走系统和传动液压系统。底板护罩的作用是保护推土机的发动机和底盘系统,推土机在颠簸路段工作时,底板保护发动机油底壳防止被损坏。我公司生产的一款TY230-3推土机底盘系统中的底板护罩,材质为Q235C,δ6。该底板护罩采用普通碳素结构钢,材料的屈服值在235MPa左右,零件结构如图1所示。
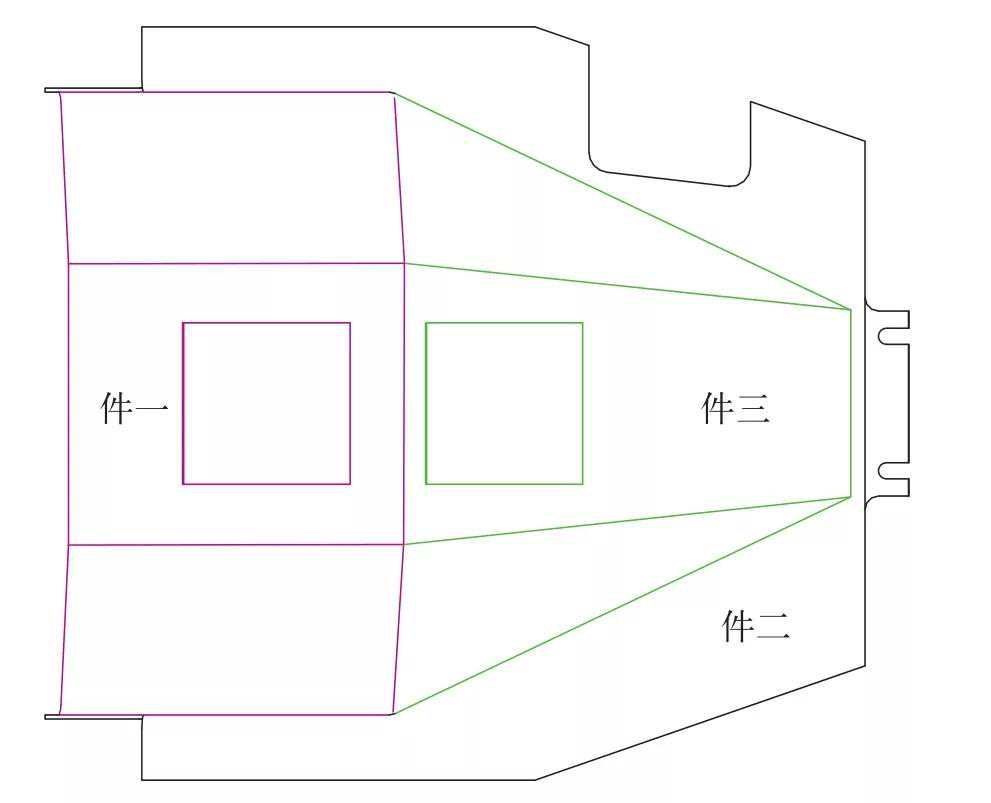
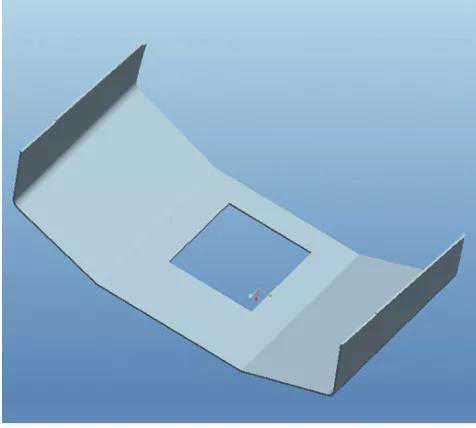
图1底板护罩实物及CAD图
改进前工艺
产品在研发试制阶段,钣金工艺将底板分为三件。件一和件三分割界线为图1中A向视图两长方形孔之间的上中下三段竖直方向线段,件一和件二分割界线为两条,其中一条为图1中A向视图水平中心线上方最左侧两圆孔对应下方的水平直线段,另一条为图1中A向视图水平中心线下方最左侧两圆孔对应的上方的水平直线段,件二和件三分割界线有三条,第一条为图1中A向视图水平中心线上方与水平中心线夹角近似45°的斜线段,第二条分界线是与第一条分割线以水平中心线对称的斜线段,第三条分界线是图1A向视图中连接第一条分界线和第二条分界线向右趋于相交的竖直线段。
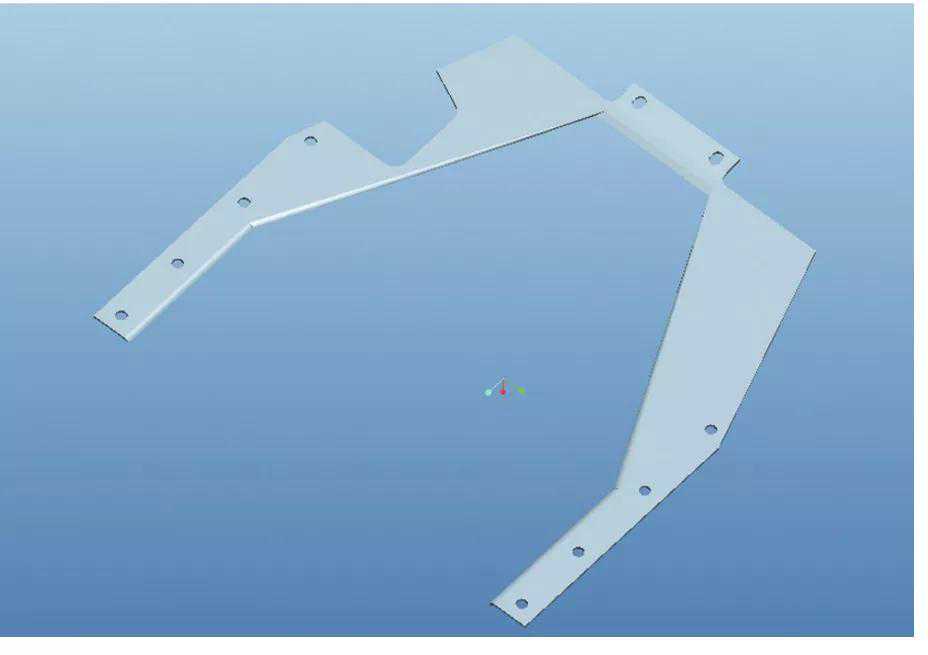
图2工艺改进前零件的分割图
图3件一
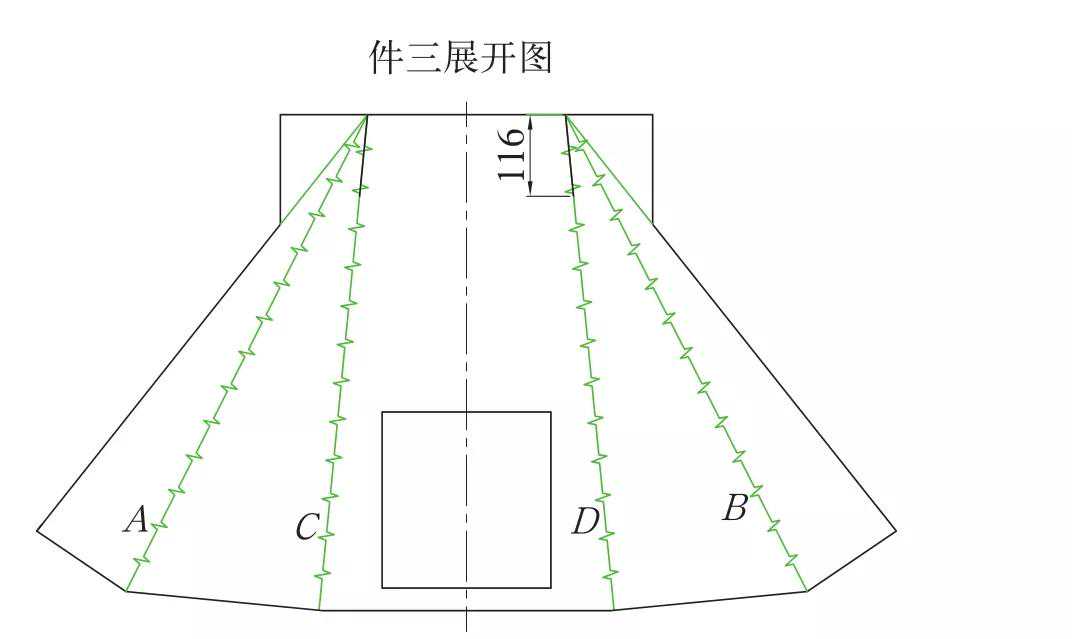
图4件二
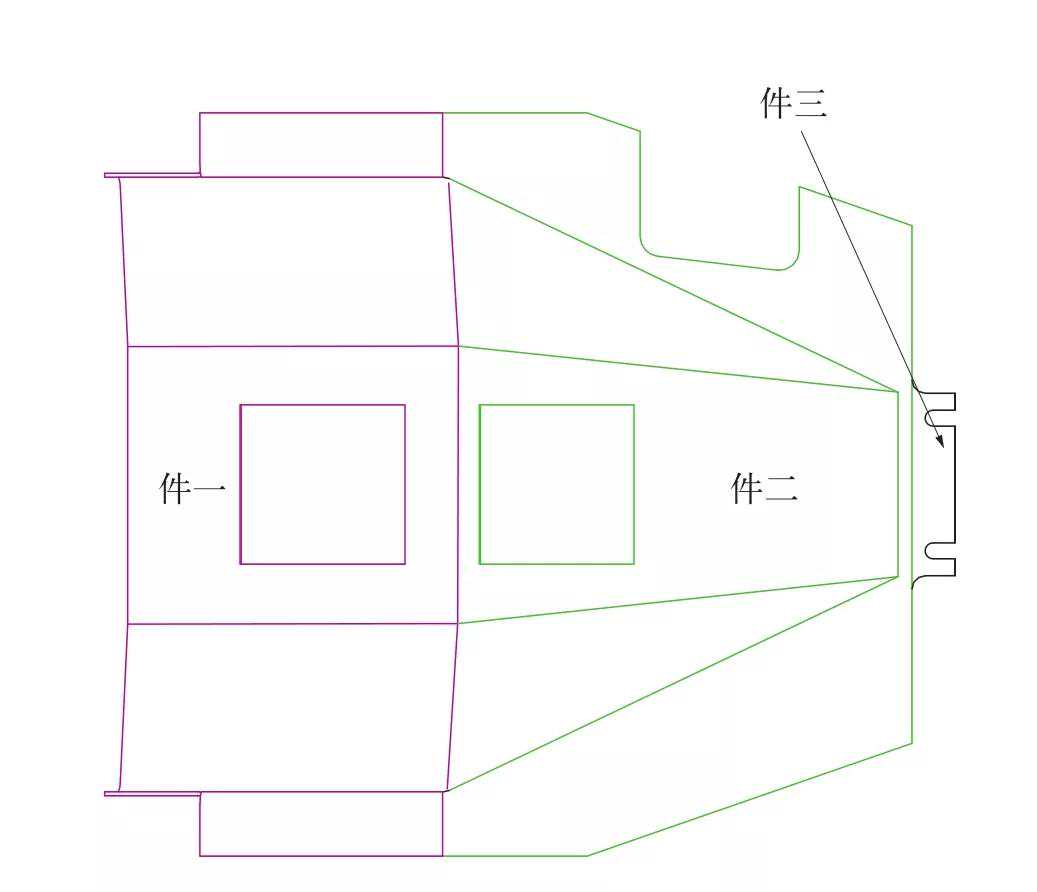
图5件三
将件一、件二和件三拼焊连接,打磨光滑焊连接,分割成的三件工艺总图和单件图如图2、图3、图4和图5所示。从图2我们可以看出,粉线区域为件一,黑线区域为件二,绿线区域为件三。
件一、件二工序相对简单,下料后,利用折弯机按照折弯线弯曲即可。件三先弯曲折弯线A和B,然后切割尺寸116mm(两处)后,弯曲折弯线C和D(图6),弯曲工序结束后,将零件切割成形。三件弯曲成形后,拼焊而成。
这种拆分方法,焊道较长,对后续的焊接要求高,且板材利用率低,通过计算得出材料利用率仅为42.4%(材料利用率=零件总重量÷使用板料总重量=67kg÷158kg=42.4%),尤其是件二,中间产生的废料较多,并且利用精细等离子切割机切割后,件二变形严重,竖直尺寸930mm和尺寸1120mm切割后变小,主要原因是件二中间空缺太大,导致精细等离子切割机切割后零件温度较高,切割完成后,零件慢慢温度变低,导致件二上下的两个边向内靠拢。
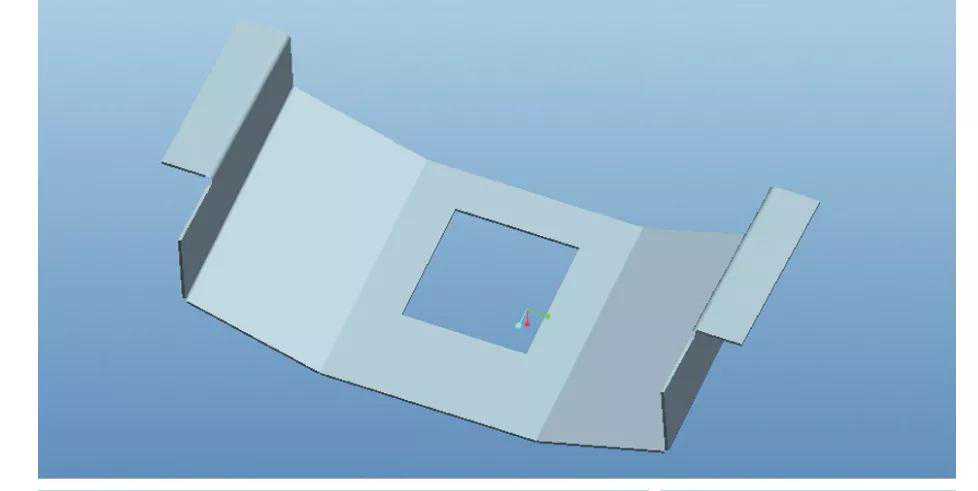
图6件三展开图
改进后工艺
针对上述情况,根据生产中出现的问题,进行了工艺改进,改进后工艺中将底板仍分为三件进行拼焊。件一和件二分界线为图1A向视图两个长方形孔中间竖直直线向上向下延伸到零件上下两边,件二和件三分界线为图1A向视图两U形长孔左侧竖直线向上向下延伸至零件上下两边。分割总图和单件图如图7、图8、图9和图10所示。从图7我们可以看出粉线区域为件一,绿线区域为件二,剩余黑线区域为件三。
图
7改进后分割总图
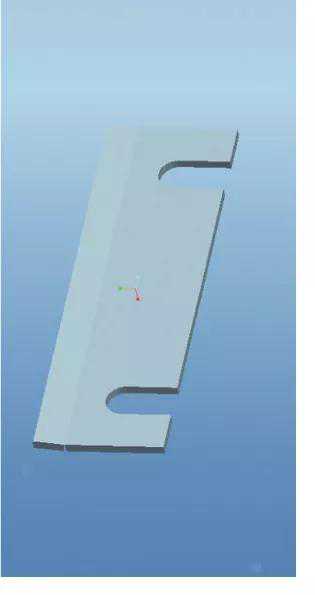
图8改进后件一

图9改进后件二
图
10改进后件三
表1工艺改进前后费用对比表
利用数控精细等离子切割机按件一、件二和件三展开图切割出外形,件一、件三工序相对简单,利用折弯机弯曲成形,件二先对AD及对称的折弯线进行弯曲,然后切割件二折弯线AC和AB,随后再进行AC和AB的弯曲。
改进后的钣金工艺,对于后序的焊接工序提供了方便,焊接长度减少,材料利用率明显提高,计算得出改进后材料利用率为84.8%(材料利用率=零件总重量÷使用板料总重量=67kg÷79kg=84.8%),对比改进前后的冲压工艺图,可以明显看出改进后的件二、件三展开图产生的废料比改进前少了许多,改进后的工艺更加完善,更加优化。表1为工艺改进前后费用对比表。
结束语
降本增效,节能减排是企业赖以生存的根本。根据厂内现有设备,结合零件外形,通过拼焊的方法,制造出符合图纸且工艺性良好的零件。不但为公司节省了资金成本,节约了材料,外形也更加美观。
在工时节省方面,主要从钣金件下料工序、钣金件弯曲工序和钣金件后序焊接工序三方面来分析。在钣金件下料工序,改进后的钣金件下料件形状较改进前更规则,下料切割总长度减少;在钣金件弯曲工序,改进后的钣金件弯曲较改进前更容易弯曲,减轻车间加工负担,弯曲后的尺寸更容易满足图纸要求,也省去了切割余量的工序;在钣金件后序焊接工序,焊接总长度变短。
——节选自《钣金与制作》2018年第5期
















